Yanlış bir ölçüm, milyonlarca liralık projeleri riske atabilir. Bu rehberde, profesyonel ölçüm teknikleriyle tanışın ve hatalardan kaçının.
ÇAP NEDİR VE HANGİ TÜRLERİ VARDIR?
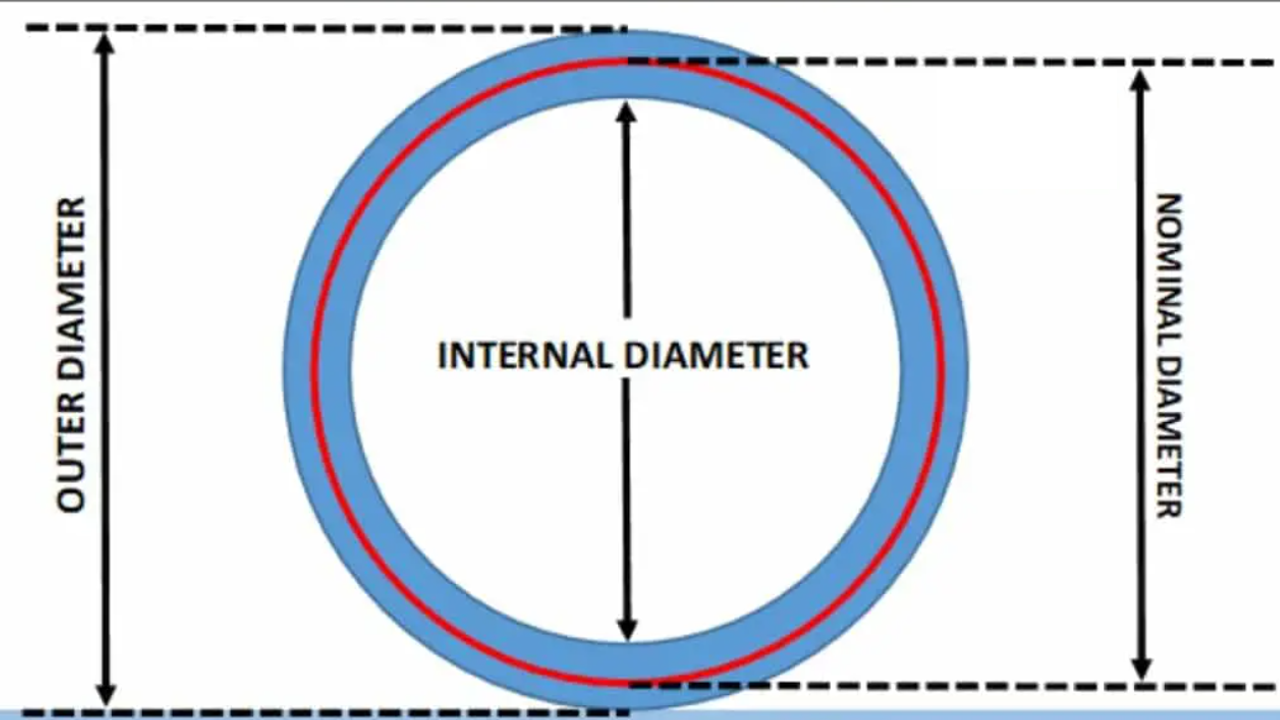
Çap, bir dairenin merkezinden kenarına olan düz mesafedir. Matematikte π (pi) sayısıyla ilişkilendirilirken pratikte iç çap (ID - Inner Diameter) ve dış çap (OD - Outer Diameter) olarak ayrılır. Silindirik nesnelerde ise efektif çap, ovaliteyi de hesaba katar. LSI terimleri gibi nominal çap, tolerans aralıkları ve mikrometre hassasiyeti, mühendislikte vazgeçilmez olur.
Örneğin, bir borunun çapını ölçerken iç yüzeydeki minimum ve maksimum değerleri not alın. Bu, akış hızını ve basınç kaybını doğrudan etkiler.
TEMEL ARAÇLARLA ÇAP ÖLÇÜMÜ
Basit nesneler için mezura veya pergel yeterlidir, ancak profesyoneller için yetersiz kalır. İşte adım adım temel yöntemler:
Mezura veya Esnek Cetvel: Düz bir silindirde çapı çevre uzunluğuna bölün (Çevre / π = Çap). Hata payı yüzde beşe varabilir, yuvarlak nesnelerde önerilmiyor.
Pergel ve Cetvel: Pergelin uçlarını nesneye dayayın, cetvelle mesafeyi okuyun. Dikkat: Baskı kuvveti ölçümü bozar.
Şerit Mezura: Boru gibi uzun nesnelerde sararak çevre ölçün, sonra hesaplayın.
Bu yöntemler hızlıdır ama hassasiyet için yetersiz olur. Endüstriyel standartlar (ISO 2768) daha gelişmiş araçlar talep eder.

PROFESYONEL ÖLÇÜM CİHAZLARI
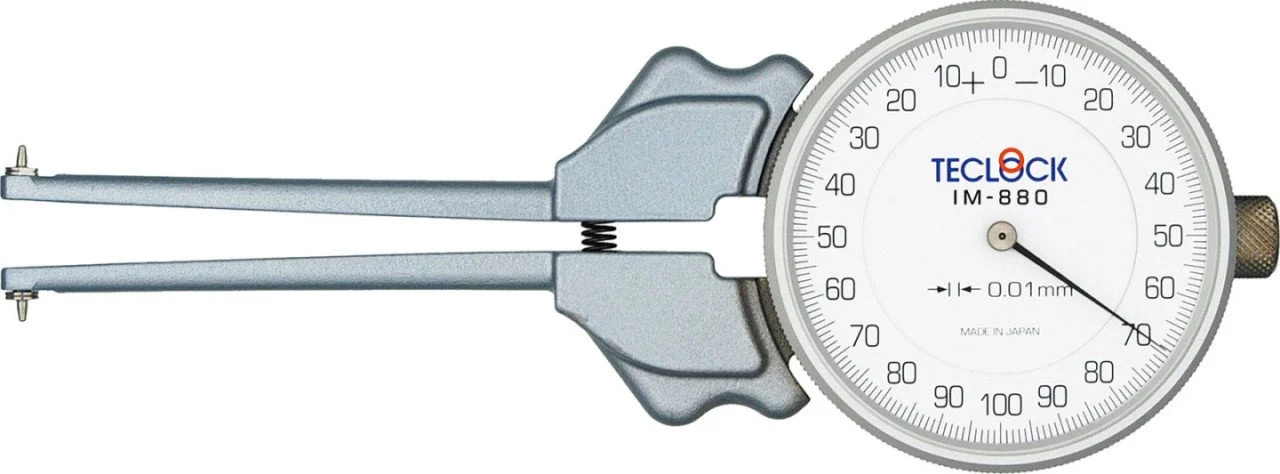
En doğru sonuçlar için dijital kaliper veya mikrometre kullanın. İşte detaylı kullanım:
Dijital Kaliper (Kumpas): Çeneleri nesneye yerleştirin, sıfırlayın ve okumayı alın. Çözünürlük 0.01 mm'ye iner. İç/ dış çap için ayrı çeneler vardır.
Mikrometre: Vidalı mekanizmasıyla 0.001 mm hassasiyet sunar. Sıfır ayarı yapın, nesneyi sıkıştırın ve tamburdan okuyun. Vida mikrometresi dişli çaplar için idealdir.
Lazerli Çap Ölçer: Temassız yöntemle yüksek hızlı üretim hatlarında kullanılır. Lazer ışınıyla gölge analizi yapar, 0.001 mm doğruluk sağlar.
Ölçüm sırasında sıcaklık (20°C standart), nem ve nesne temizliği faktörleri göz ardı edilmemeli. Kalibrasyon sertifikalı cihazlar EEAT kriterlerine uygundur.
GELİŞMİŞ TEKNİKLERLE ÇAP ANALİZİ
Yüksek hassasiyet gereken durumlarda optik projeksiyon cihazları devreye girer. Nesneyi büyütülmüş halde yansıtır, çapı dijital ekranda gösterir. Otomotiv ve havacılıkta yaygın oluyor.
3D tarayıcılar (CMM - Koordinat Ölçüm Makinesi) ise tam yüzey taraması yapar. Yazılımlar ovalite, koniklik ve efektif çapı otomatik hesaplar. LSI kavramlar gibi teknolojik çap ölçümü, yüzey pürüzlülüğü ve geometrik tolerans entegre edilir.
Uygulama örneği: Bir valf mili çapı, CMM ile 0.0005 mm toleransta ölçülür, kalite kontrolü sağlar.
YAYGIN HATALAR
Çap ölçümünde en sık hatalar: Aşırı baskı, kirli yüzey ve yanlış araç seçimi. Çözümler:
Nesneyi temizleyin ve sabitleyin.
Üç nokta ölçümü yapın (yukarı, yan, alt) ortalamayı alın.
Tolerans tablolarını kullanın: H7/g6 gibi standartlar çapı sınıflandırır.
Doğrulama için birden fazla ölçüm alın, istatistiksel analiz yapın (Standart Sapma < 0.01 mm hedefleyin).
Sonuç: Çap Ölçümünde Ustalaşmanın Anahtarı
Çap nasıl ölçülür sorusunun cevabı, doğru araç ve teknikte gizli oluyor. Temel yöntemlerden lazerli sistemlere uzanan bu yelpaze, her ölçekte başarı getirir. Bir sonraki projenizde bu bilgileri uygulayın, hassasiyetiniz artacak, hatalar azalıyor.


















